The goal for extrusion operations is to produce the highest quality product at the lowest possible cost.
Securing this efficiently requires a change in paradigm from operators pushing buttons and manually collecting
data – to presses running in complete automatic, performance and production data being collected and transferred
to the business ERP system, while operators function as technicians improving quality and productivity.
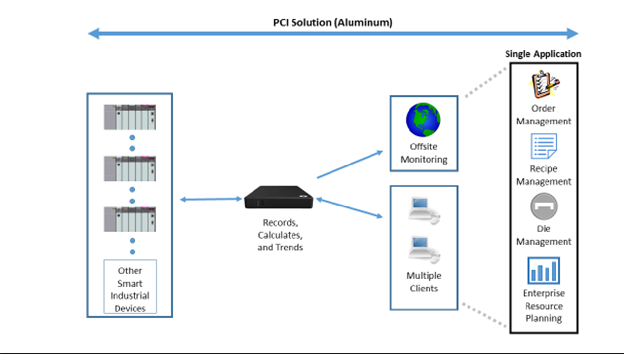
A Typical aluminum extrusion system solution consists of various software silos or islands from different
vendors' software products with multiple copies of data, also requiring a lot of manual data entry
activities that are prone to human errors.
PCI solution combines all of these activities into a single software application with a single copy of data.
This eliminates any data integrity complications & vulnerability to human data entry errors.
Automation
To get to this level, the press system – beginning with the
billet / log heating and cutting system;
billet loading system; press cycle,
auto die change; lead-out table, hot saw, puller;
profile handling transfer; stretching system; cold / finish saw infeed, cutting, queuing,
and offloading systems must be balanced.
Quenching (air / water), PLCs communicating in
closed-loop automation, and process adjustments
ensure the system runs with minimal operator intervention.
Examples of this type of automation are:
Automatic billet call settings based on press ram speed, billet length and dead cycle time.
Die Copy actual weight per unit length calculation based on puller positioning and billet size.
Automatic adjustment of billet length to maximize recovery, minimize press time.
Billet length calculations based on last recorded weight per unit length of die copy.
Smoother & faster press cycle & smaller dead cycle time.
Safety interlocks – puller curtains, hot saw protection, press alarms.
Auto generated shift reports & statistics.
Automatic burp pressure settings.
Hot saw positioning optimization.
Automatic extrudate release via recipe.
Ram speed adjustment via thermal feedback.
Finish saw automation.
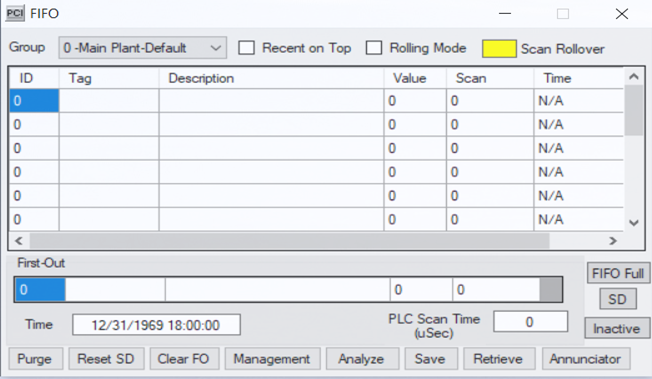
Communications & Data Collection
Up till now data collection and analysis was quite arduous – many times data is not thoroughly
collected or analyzed to determine what is preventing current systems from running optimally –
getting to the root cause is the key. Even the oldest presses have the potential to run in full
automatic or semi-automatic. Parijat SCADA data collection system will provide real-time press
performance and identify roadblocks to excellence. The integrated system provides cost-saving
models by addressing issues that prevent profitable press operation.
Once the press system is functioning at full potential, optimum recipes (press parameters)
can be generated beginning with the highest-volume shapes. These recipes get automatically
pushed into PLCs, reducing operator keystrokes and minimizing human error. The extensive
recipe and process optimization capability leverages Parijat PLC programs, software, and
domain knowledge of aluminum extrusion.
Develop drivers and software to integrate existing press PLCs with ERP/MRP systems or perform ERP functions.
Extensive die management system with profile-level analysis and automatic die change capability.
Presales quoting system with production estimates and optimum die-hole recommendations.
Smart press scheduling with billet optimization, hot saw position, multi-drags, and multi-push calculations.
Automatic collection of labor, billet count, alloy details, weight per unit length, and run success.
Collection of real downtime or lost time — enabling root-cause-based optimization.
Integration of smart industrial buses (Ethernet, ControlNet, DeviceNet, Profinet, IO-Link).
Contact time is the time the press is under pressure (paid time). Dead Cycle Time is based on actual press
dead cycle averages and billet count. Cleanup, log oven issues, meetings, and die setup add to downtime.
Over 10% of production time is often unaccounted for. Once analyzed against ideal recipe performance,
another 10% efficiency loss is usually found. Parijat aims to recover this time, reduce cost, and open
additional production capacity.
Aluminum Extrusion Plant Integration Architecture
This architecture illustrates a complete, end-to-end digital ecosystem for an aluminum extrusion plant. It connects enterprise systems with plant-floor operations to ensure seamless production, monitoring, and optimization.
At the top, ERP/MES handles business-level planning, which flows into the extrusion optimization system responsible for press scheduling, billet planning, and energy throughput.
Downstream, the architecture covers billet preparation, material handling, press control automation, inspection systems, and downstream processes such as aging, anodizing, machining, and finished-goods logistics.
Environmental monitoring, safety controls, and predictive maintenance ensure reliable, efficient, and compliant operations. Overall, the system integrates all departments—from raw billet to dispatch—into one coordinated digital workflow.
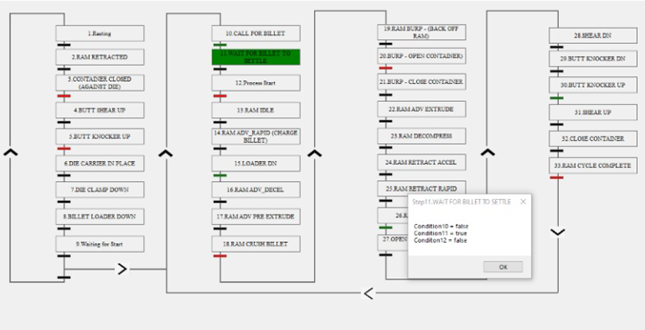
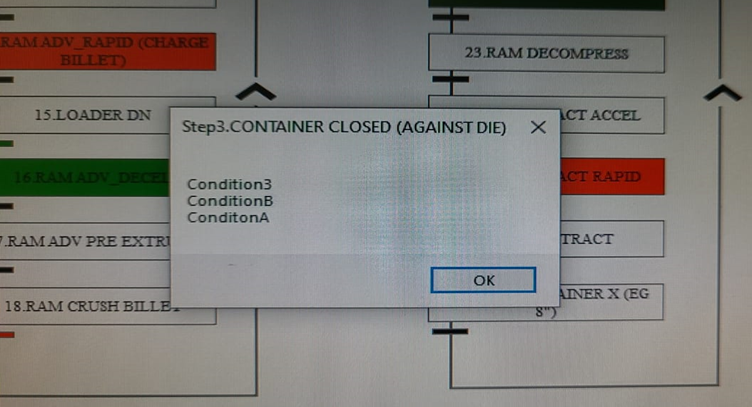
Parijat Sequential Process Diagnostics Tool (EMMT)
NGSH-0208
Parijat Sequential Process Diagnostics Tool, or EMMT, NGSH-0208 is software for diagnosing
sequential process control systems. The system displays diagnostics in Grafcet (option),
tabular and SFC formats. Each process has multiple steps with conditions for transitions
and shutdowns.
EMMT – Extrusion Maintenance Management Tool
Instant interactive, intuitive visual fault diagnosis & troubleshooting tool for the maintenance team
to troubleshoot equipment without the PLC technician needing to analyze ladder logic. Parijat provides
a virtual troubleshooting roadmap which significantly reduces downtime — EMMT points directly in the
right direction.
Interfaces between ERP (SAP, etc.) such as Master Data Interface, Order Interface, Die Interfaces and Batch Interface.
Digital operator screens, dashboards for batch progress, critical monitoring, die monitoring.
Operations Management Dashboards: diagnostics, correlation insights, multivariate analysis, energy dashboards.
KPI Console: Asset KPIs, Business KPIs, Billet reports, KPI vs Golden Batch comparisons.
Automatic collection of labor, burden, billet count, alloy details, and extrusion success rates.
Downtime system module with multilingual event names and dashboard-based reporting.
Isothermal control module: auto-learn, dynamic ram speed control, extrusion ratio optimization.
Smart industrial buses like Ethernet, Profinet, DeviceNet, IO-Link to reduce wiring.
Recipe system module with die parameters, offline editing, pyrometer alignment.
Furnace control module with up to 12 zones and first-billet temperature control.
Quench control module with real-time quench rate and billet-wise graphical reporting.
Exit camera alignment module, zero calibration, hot-spot scanning.
Billet camera alarm module showing billet load temperature with press-stop capability.
Ageing station module: tracking, trends, temperature logs, remaining time, labels.
Die shop station: die life tracking, nitriding management, die lifecycle reports.
Order management: scheduling, order progress, downtime logs, recipe locking, ERP/SQL sync.